技艺非凡 匠心筑梦——2018河北大工匠年度人物大特写
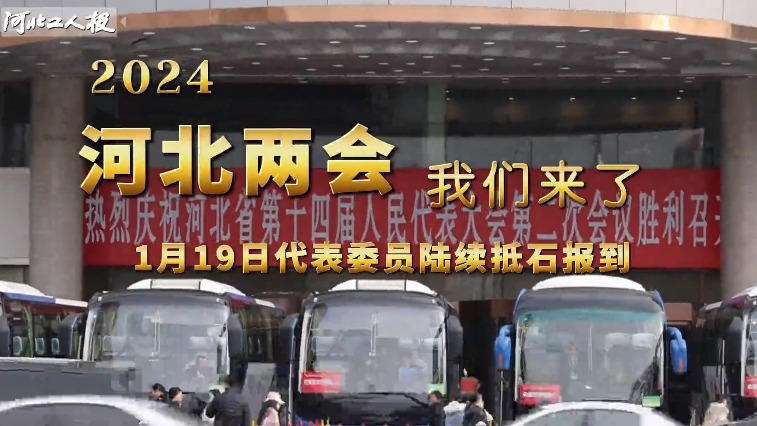
■刘志彬对整车焊缝进行检查
人物名片
刘志彬,中车石家庄车辆有限公司焊工高级技师、国际焊接技师、刘志彬国家技能大师工作室领衔人、中车集团首席技能专家,被中车集团授予中国高铁、铁路货车制造技能水平最高荣誉“高铁工匠”。曾获得全国技术能手、河北省劳动模范、河北省突出贡献技师、河北大工匠等荣誉,具有22项国家发明、实用新型专利,拥有几十项绝招绝技和操作法,其中独创的两项绝招绝技、两项焊接操作法达到了铁路行业先进水平。
入选感言
荣誉,就是自己的责任、压力和动力。“高质量”需要技能员工在平凡的工作中敬业、专注、严谨,不断追求卓越;产品升级需要高技能人才不断发明创造新工艺、新技术、新方法、新技能,提高产品的核心竞争力。我会一如既往,发扬劳模精神、工匠精神,发挥技能大师工作室团体作用和中车集团首席技能专家的引领作用,学习、研究、掌握世界先进的焊接前沿知识,创新新方法、新工艺。我不会忘记工匠的初心,牢记劳模的使命,成为一名有技能、有知识、能创新的劳动者,做新时代大工匠,为打造以河北省装备制造业为核心的世界一流企业努力奋斗。
大工匠速写
1985年,刘志彬从拿起焊枪的那一刻起,就和焊工这个普通而平凡的工作紧紧连在了一起。
电焊工是一个既需要技术又辛苦的活儿。焊接质量由于过程制约因素较多,需要电焊工平时过硬的操作技能和经验来保证。
夏天工作时,电焊工不仅不能开电扇,还得穿上厚厚的工作服,戴着口罩,戴上帽子再套上电焊帽。这身装备,即便不干活都得出一身汗。
冬天干活儿时,无论现场有多冷,他们都不能穿太多,否则蹲不下,没法干活儿。焊接时,前边一千多度炙烤着,身后却是露着的后腰在受冻。
焊接工长时间保持一个姿势,经常腰酸腿疼,稍不注意还会被烫伤。由于焊条有毒,被烫伤的皮肤不容易愈合。他们的皮肤经常受到弧光的伤害,一层一层地蜕皮。有时被弧光晃眼后,眼睛又肿又痛,一两天内眼睛就像失明了一样。
这所有的艰苦,刘志彬都经历过,并坚持了下来,成长为国内首屈一指的铁路货车电焊专家。
1、设备革新成效大 产品美观产量高
2018年12月20日,中国中车石家庄车辆有限公司制备车间里,工人们在电光火石间工作。
敞车下侧门自动焊工位的墙柱上,“质量自控优秀工位”“质量信得过工位”两块牌匾引人注目。这一工位上的敞车下侧门自动焊专机经刘志彬改造后,焊缝一气呵成,外观漂亮,内部质量更是稳定、过硬。这是刘志彬的“得意作品”之一。
时间返回到2015年3月。
刘志彬随产品调整被调入制备车间。他发现,车间原有的一部下侧门自动焊接专机由于之前在使用过程中总是出现气孔、夹渣等问题,质量极其不稳定,被搁置了下来。敞车下侧门拉座的焊接全部由人工完成。低下的工作效率直接影响了车间的生产进度。
刘志彬想到了改造这部自动焊接专机。刘志彬说,自动焊接专机购进后,对于电流和电压都是同一个指导数值,但实际四个焊枪所需的电压和电流并不完全相同。这就像多胞胎,外表看似一样,但实际接受的电流电压并不完全相同。刘志彬对每个焊枪的电流电压进行了调整,保证每个焊枪的焊接效果达到最优。
通过对设备焊接参数等指标进行调整,自动焊接专机可以稳定使用了。然而,实际操作过程中,新的问题又出现了。焊接专机的支撑压紧装置在焊枪的前方固定,运行中与车门旧折页上的拉环和拉座产生了交叉,使得焊枪在焊接过程中存在焊缝盲点,不能完整地焊接完成整条焊缝,需要后续工序补焊。而后续补焊受专机流程时间的限制和场地操作的约束,必须增加2名电焊工专门进行补焊。这样一来,每条焊缝都会存在1个接头,这些接头经常出现接偏、脱节、接头超高等缺陷,直接影响了焊接质量。
这一问题又该如何解决?刘志彬经过研究,将电焊专机原来位于焊枪前端的支撑压紧装置挪到了焊枪的后端,从而完整地焊接完成整条焊缝,杜绝了焊缝接头。
焊缝质量、外观有了保证,这一改动还省去了2名专门进行补焊电焊工,节省了补焊时间,专机焊接效率提高了一大截。旧折页焊缝成型美观,甚至达到了新制折页的标准。
刘志彬的这一项目改造受到了验收监造领导的一致赞扬。刘志彬和工友们将之前一天焊接60扇门的产量提高到了144扇,现在还在不断进行技术革新,希望能用最少的成本创造更大的价值。
2、研发自动切割机 生产效率再提高
焊接,是刘志彬的技术专长。30多年来,对铁路货车产品焊接制造技术的强烈创造欲望,让他在这个看似平凡的岗位上创造了不平凡的业绩,解决了诸多铁路货车新造、检修和新产业的重大技术难题,生产的铁路货车用于国内运输和军用装备运输,并且走出了国门,为铁路货车新造、国防军事的发展作出了重要贡献。前不久,刘志彬研发的一种铁路货车中梁鱼腹数控切割机,获得了专利证书。
2017年以来,制备车间在一款新造车的生产中遭遇了技术瓶颈。中侧梁鱼腹切割工序施工时,由于车间人员紧张,即便是开设白班夜班两个班次,仍然无法保证生产进度,迫切需要一种专用设备提高生产效率。
谁来牵头搞研发,突破技术瓶颈?
重任再一次落到了刘志彬的肩上。
记者了解到,h型钢是货车中、侧梁的关键部件,切割质量非常关键,关系到鱼腹成型,埋弧焊接、腹板变形、挠度控制等质量和生产效率。原来进行抽鱼腹切割和主管孔时,多采用手工划线,自动切割小车作业。小车切割质量差、只能直线切割,不能切割圆弧,手工切割圆弧质量差,生产效率低,严重影响下道工序。采用数控等离子切割机、数控火焰切割机,h型钢在切割过程中,双枪切割交点时相互干涉,不能重合,达不到质量要求。
刘志彬组织团队进行专题攻关,通过巧妙的翼板快速定位,采用数控编程,设计主、副枪可以进行交点切割,利用两枪的速比,调整速度,保证在一定的速度内两枪正常切割,在腹板上实现了自动切割,切割精度达到了±1mm。通过持续改善,他们制作了便于自动回程的专用轨道上、下小车,缩短了切割的准备时间,省去了天车搬运时间,生产效率提高了一倍以上。这套设备在腹板上可以进行任意形状的切割,配以专用切割轨道,可以当作专用切割工具,进行切割一些异形小件。
针对切割质量,刘志彬和团队成员制作了专用检测样板,切割过程中随时监测,防止出现误差。通过操作过程分析,合理安排人员,工位操作人员从10人减少到4人,日产由每天4辆份提高到5辆份,同比每辆车用工降低300%,生产效率提高150%。此装备的投产稳定了切割质量,让尺寸控制更方便,并且提高了鱼腹成型、埋弧焊接、腹板变形、挠度控制等道工序的质量,降低了对操作人员技能的要求,腹板切割数控专机达到了中车集团货车中侧梁鱼腹切割的先进水平,为落实公司技术工艺工作、设备改造、车辆新产品的批量生产做出了贡献。
3、设计制作新工装 节省成本33万元
2017年,公司接到了一个60辆特种车辆的订单,工期只有一个多月。这种新车型的中梁鱼腹加宽结构与原来其他车型中梁抽鱼腹(收窄)结构完全不同。刘志彬告诉记者,每辆火车底盘中间都有一根中梁,这就像人类的脊梁骨一样,支撑着整车的重量。中梁的生产质量出现一点问题,都可能造成行车事故。
现场中梁鱼腹接宽,有两种方案,第一种方案是接宽部位,按尺寸全部切掉,再用一根新的按尺寸塞上,优势是省工,加工简便,生产周期短,但这一方案特别浪费材料。第二方案,将中梁鱼腹接宽部位切开,中间接塞板,保证宽度尺寸。这一方案可以节省成本,但加工工序多,用工多,生产周期长。
公司领导经过综合考虑,决定采用第二种方案。由于结构不同,原来工艺装备不能使用,只能进行手工煨制。手工组对质量较差,费工、费时、费力,两个角度弯曲过渡煨制后,尺寸、角度公差达不到质量要求,组装间隙较大,导致下道工序焊接质量差、产生的焊接变形较大,使调梁工序工作时间加长,成为公司新造车制造的瓶颈。
“不能小作坊生产,必须制作工装,保证日产计划。”公司领导的要求让很多人头疼不已。这需要重新设计制作工装。
刘志彬说,原本制作一个工装需要一周的时间。但总工期只有一个多月,制备车间是全部生产线的第一道工序,耽误时间势必延长总工期,不能按合同交付车辆。
跟时间赛跑,需要严谨的事前准备与筹划,工装制作必须一次成功。刘志彬早已将中梁的设计要求熟记于心,通过逆向思维考量各个环节的装置,一晚上,刘志彬就将中梁工装设计了出来。第二天,刘志彬和工友们将工装完成了,一次试验成功。
刘志彬说,z型型钢长13.9米多,属于长大结构、制作整体工装占用空间较大,根据其结构特点,他们考虑两侧同时操作、多品种以及产品完成后易于存放等因素,制作了长3米,左右对称,2个工装,减少了空间占有,便于两侧同时操作,缩短了一半组对时间。工装还考虑到操作员工的体位,减少不必要的弯腰动作,便于操作,确定平台操作高度550mm、并且根据现场考虑安全操作,加装防滑地板。
然而,刘志彬制作的工装并没有得到工人们的认可。按照刘志彬制定的操作规范,工人们需要记下多个尺寸,频繁的拧螺丝、上卡位固定钢板。工人们怨声载道,认为程序过于繁琐,不如人工焊接来得简便。由于不熟悉工装的使用,工人们工作的前两天常常需要加班干活儿。但是,使用了三四天下来,工人们越用越顺手,生产效率有了大幅提升,不仅达到了公司日产4辆车的计划,还不需要加班了,每天都可以正点下班。
“刘师傅,这个工装真好用!”工人们渐渐喜欢上了这个工装。
工装成功的制作,保证了质量要求和组装质量,满足下道工序质量的要求,节省了下道工序翼板变形的调整工序。车间的生产效率也由原来日产1辆2根提升到日产4辆8根,生产效率提高了4倍,并且减少了人工,60辆车共减少120人的用工。依照这一方案,中梁的制作成本节省了33万元。
“创新是永恒的。只有不断创新才能让生产效率和质量持续提升。”刘志彬说。现如今,他已获得国家发明专利、实用新型专利22项,创新获奖成果20多项,技术革新40多项,合理化建议100多项,创造经济效益1629.2万余元。同时,他还编写了20多项焊接作业指导书纳入公司标准作业指导书,几年来,确保了价值十多亿元的铁路货车生产。
■文/本报记者哈欣
图/本报记者毕春华
编辑:
责任编辑:
审核: