寻访记者 王立鹏
“大鹏一日同风起,扶摇直上九万里。”(唐·李白《上李邕》)乾坤挪移,凤凰涅槃栖石门,挥汗铸重生;众志成城,鹰击长空万里阔,奋勇挽狂澜;金鳞一跃,飞龙在天舞风云,伟略引蝶变。一基地,四中心,宏图展!石飞,健步向春天。

■在2015年9月举行的爱飞客飞行大会上展出的运5b飞机
1976年1月15日晚8时15分,一架国产飞机从北京通县机场平稳起飞,执行一项特殊任务——将敬爱的周恩来总理的骨灰分别洒向北京城区、密云水库、天津海河、山东滨州黄河入海口。其时,全国实施净空,960万平方公里的国土上空只有这一架飞机在飞翔,苍穹静穆、星月点灯,为周总理照亮归程。
伴随一代伟人走完最后一程的这架飞机,是我国自行制造的第一种运输机——运5飞机,其编号是7225,现安放于中国航空博物馆。
而运5飞机现在的生产厂家,就是中航通飞华北飞机工业有限公司(即石家庄飞机工业有限责任公司,以下分别简称“中航通飞华北公司”和“石飞”)。

■石飞老厂区大门
第一回 风云骤起忙备战 翩翩金凤落石门
“运5飞机是一代功勋飞机,于1957年在江西南昌的320厂(时称”洪都机械厂“)研制成功,1970年转厂到石家庄生产。”石飞原副总工艺师杨保绪日前告诉记者,运5的原型是苏联设计的安-2运输机,于1947年首飞成功,虽几经改进,但一脉相承,从诞生至今已有70年,目前还在生产,创造了世界航空史上的一个奇迹,可谓长盛不衰的一代名机!
杨保绪,1936年生,1957年毕业于哈尔滨航空工业学校,被分配到320厂,正好赶上运5飞机的研制。“这款飞机机身的每一块蒙皮我都铆过。”
运5飞机安全性好,用途广泛,甫一问世就受到热烈欢迎,需求量特别大。“运5在1958年开始批量生产,当年就生产了184架,交付了90架。截止到1968年,320厂共生产728架运5飞机。”杨保绪说。
那么,运5飞机又是如何转厂到石家庄的呢?
“1969年3月爆发珍宝岛战斗之后,中苏边界持续紧张的局势使中国进入紧急战备状态。中央军委提出要‘大搞直升机、大搞运输飞机’。据此,各地掀起了‘地方办航空’热潮,南京军区决定在华东生产直升机,北京军区决定在华北生产运输机。”石飞原副总经理王振国告诉记者。王振国,1948年生,1968年到贵州参加“三线建设”,后进入北京航空学院学习,1976年毕业。
“由于320厂要批量生产强5强击机,厂房和人员都不够用了,于是在1968年停止了运5飞机的生产。”杨保绪说,因运5飞机需求量依然旺盛,国家决定将其转厂到华北生产。
为此,北京军区、第三机械工业部等组成定点小组,于1969年底先后到天津、太原、石家庄、济南等地考察。1970年3月,北京军区确定石家庄市农业机械厂(以下简称“农机厂”)为运5飞机总装厂。
“之所以定点在农机厂,是因为这里有高大宽敞的厂房,可以作为飞机总装厂房。另外,距厂区6公里有空军四航校机场(即石家庄大郭村机场),可用于飞机试飞。”石飞修史办主任刘立斌告诉记者。
1970年5月5日,时任国务院副总理李先念在空军上报的关于在华北生产飞机的报告上批示同意,这一天也成为石飞的“建厂日”。
对于运5飞机的转产,河北积极性非常高,时任河北省革命委员会主任李雪峰亲自安排部署。1970年4月石家庄市革委会成立3人“运5飞机生产领导小组”进驻农机厂,开始招兵买马。
“我是1970年5月进厂的,那时17岁,在农机厂工读技校上学,因为石家庄要上飞机,就提前一年毕业了。”石飞退休职工陈秀君告诉记者。
陈秀君被分到初装车间。“那会儿还是军事化管理,初装车间被称为6连。当时还是和农机厂合着,与他们的冲压车间在一起。”
与陈秀君相似,石飞退休职工周志义当时是从动力厂工读技校提前毕业来到工厂,他被分到4连。“那时候是在农机厂的锻造车间,但我们干的是飞机制造的钣金活。”
“当时,工厂四周都是庄稼地,特别荒凉。”周志义说,那会儿石家庄市区的北边缘在和平路附近,农机厂在和平路北七八里外,真正是荒郊野外,也不通公交车。“我家在市里住,晚上加班后骑自行车往家里走,路两边都是玉米地,也没路灯,就像走在一个大黑锅里,特别害怕!”
据介绍,建厂初期的职工来源主要有:以320厂为主的全国各地的航空企业技术人员,石家庄市各个工厂的技术人员,动力、农机两个工读技校的学生,复转军人和知青等。
“为支援运5飞机转产,从320厂运来了32火车皮的物资,包括图纸、零部件、原材料、工艺设备等。”刘立斌说,当时从石家庄火车站把这些物资运到厂里很困难,工厂组织职工齐上阵,大件汽车运,小件人力车拉、自行车驮。很快,工厂的厂房和礼堂都装满了物资,就搭起草席棚子临时存放。就这样,从5月16日到6月16日,用了整整一个月时间搬运完毕。
随后,设备的安装调试迅速展开。
所有设备中,型架的安装最困难。因为飞机要在型架上装配,装出来要保证飞机的外形,所以对型架安装精度要求很高,地基要调平,型架要与地面垂直,差1毫米都不行!除了本厂职工参与之外,又动员了石家庄市40余名起重工,从320厂、132厂(即当时的成都“峨眉机械厂”)来了一批型架装配工,用了一个月时间,上百台型架安装调试完毕。
石飞建厂伊始,就确定了要在当年实现飞机上天,为国庆21周年献礼,随着相关设备的安装调试完成,一场生产大战徐徐拉开帷幕。

■石飞老厂区模具车间
第二回 动员生产聚众力 热火朝天忙会战
“我们初装车间是1970年7月开始生产,当时有句口号是‘灯光就是命令,车间就是战场’!”陈秀君回忆。初装车间就是把零件组装成部件,然后转到总装车间。“我们车间铆工比较多,铆接分为机身、机翼等几大块,如:机身架内组合件、机身架外组合件、发动机包皮班等。当时很多零件都是成件,从320厂运来的,直接铆就行。当然我们自己也现做了一些钣金件和氧化件。”
陈秀君介绍,所谓铆接,就是用风钻将两个零件钻通,然后穿上一根铆钉,一头用顶铁顶住,一头用铆枪铆,让铆钉形成一个墩头,压紧两个零件使其固定。“相当费劲儿,尤其碰上钢铆钉,非常不好铆!劳动强度特别大。”
“刚开始,我们铆工的粮食定量是每月31斤,根本不够吃,消耗体力太大啊。后来定量涨到45斤,还是不够吃。”陈秀君说。
铆工的工作非常艰苦,铆接机身下蒙皮时,需要仰着头,铁屑就往眼里落。而且噪音太大,铆枪铆接时发出“当当”的巨响,风钻打眼儿时发出“吱吱”的尖啸。“在这样的环境待久了都有职业病,一年四季耳朵嗡嗡响。”陈秀君告诉记者。
陈秀君说,为了实现飞机上天,职工们热情非常高,干劲儿特别足,没日没夜地干,根本没有时间观念。很多人家里有事都不愿请假。很多职工对工具使用还不熟练,用风钻打眼儿时经常弄伤手。有一次,陈秀君把左手大拇指给钻透了,整个指甲都给掰掉了,钻心地痛,但也只是上了点药,拿纱布缠了缠,接着干!很多人都是这样,轻伤不下火线。
当时还有句口号:困了就睡,醒了就干,饿了就吃。食堂24小时开饭,谁饿了就去买饭。人们经常加班到凌晨三四点才去睡一会儿。没有宿舍,就在车间外边盖了两排“干打垒”小房,每间住三四个人,打地铺睡。更多的职工到附近的农村租房住。
“有一天中午,我们同宿舍的几个人一起去打饭,有一个舍友先打上饭回去了。等我们打了饭回到宿舍,看见他一手拿着馒头,一手拿着咸鸡蛋,嘴里还噙着半口馒头,人已经睡着了!”陈秀君回忆。
在生产大会战中,职工们积极发挥聪明才智解决生产难题。由于当时硝盐槽尚未竣工,铝合金零件无法进行热处理,就委托保定一厂家加工。而铝合金零件热处理后要在时效期内校正变形,这需要在模具上进行,但该厂没有模具。石飞职工想出了一个“妙招”:对称零件先处理一个,对比未处理的零件进行校正;然后处理另一件,再用先前处理过的做标准校正。
另一个问题是铝件的阳极化表面处理,因为反应槽没有安装好而无法进行。技术员李金来想出了一个“土办法”:在临时搭起的席棚里,用木板钉了个槽子,铺上塑料布,就做成了一个简易反应槽,解决了这个难题。
当时,地方办航空采取的是“动员生产线”,即“一厂一角、百厂协作;一厂一件、百厂成线”,这和“三线建设”的“靠山、分散、隐蔽”思路相同,适合战时状态。河北省共动员91个协作点,石家庄就有70多个,占全市机械加工能力的1/4,连仅有一台皮带车床、一台台钻的市织袜厂也被动员起来了。另外,像320厂、331厂(株洲“红湘江机器厂”)等也发来大钣金件、发动机等设备。
在最后的总装车间,职工们昼夜不停地工作,吃住都在车间。由于没有吊车、天车等大型起重设备,机翼、发动机等大部件安装都靠手拉葫芦(一种简易手动起重机械)吊装完成。在这样的条件下,大干20天,完成了总装。
1970年9月26日,秋日的石家庄天高云淡,阳光灿烂。陈秀君和工友们早早来到大郭村机场,飞机跑道两边站满了人,他们要见证一个历史性的时刻。
“当时的试飞员是外借的,厂里还没有飞行员。”陈秀君说。
移动、滑行、加速、拉起、冲上蓝天!飞机平稳地翱翔在机场上空。现场沸腾了,人们拼命鼓掌喝彩,欢呼雀跃,叫好声响遏行云,很多人流下了激动的泪水。
石家庄能生产飞机了!这是河北,乃至华北一个里程碑式的标志性事件。
这是全厂职工戮力同心、艰苦奋斗的结果。虽然当时生活很苦,工作很累,但人们精神很足。“航空工业的人四海为家,我们这代人那会儿想的就是为党的事业、为国家建设奋斗,不计报酬,精神上很高兴!”杨保绪平静地说。
是啊,怀揣航空报国志的石飞人,已经将 “工作”上升为一种信仰,支撑着他们创造了一个又一个奇迹。

■为运5b飞机安装农林播撒设备
第三回 “八年抗战”终定型 一朝改进获新生
首飞不易,定型更难。在运5飞机转厂实现首飞之后,喜悦的人们怎么也不会想到,完成转厂鉴定竟然用了8年时间。
运5在石家庄首飞后,经过军方的飞行试验,性能稳定正常,1972年开始生产。在生产中,一些问题也逐渐暴露出来。
“混线生产”难以为继。建厂伊始,农机和飞机是合在一起生产的,由于两者工艺、流程差异很大,给生产组织和技术管理带来了很大不便。当时飞机生产受到重视,导致农机厂很畅销的产品播种机经常完不成任务,“混线生产”已不能适应现状。于是,1972年10月,农机部分和飞机部分正式“分家”,前者沿用原先的厂名,后者更名为“石家庄市红星机械厂”(简称“红星厂”),代号“国营第7055厂”(1981年划归三机部后,改为“国营第522厂”,沿用至今)。分家后,厂区也一分为二,红星厂又重建了厂房和办公楼等设施。
“动员生产线”问题多多。由于协作单位众多,情况复杂,质量和进度都难以保证飞机生产的要求。“我们经常需要派人到协作厂蹲点催促,有时候还得请省市领导开协调会督促解决,经常是‘推一推,动一动’,很让人头疼。”王振国介绍说,有的协作厂设备不完善,提供的零件还需要再加工;有的质量不过关,成批报废;有的需要长途运输周转……为此,他们从1972年开始,逐步将协作点的生产任务收回,并另择专业、有质量保证的供应商,到1981年,这项工作完成。
随着生产的调整,红星厂增加了一些工序和车间,并招收了大批工人,人数开始激增。到1972年底,职工人数达到2070人。
“1978年红星厂要扩大生产,又到320厂挖了一批人,都是技术骨干,我就是那个时候调过来的。来了以后,在技术科当主管工艺员。”杨保绪说。
当时的飞机生产还面临很多技术难题,工厂开展了“质量验收”行动,杨保绪他们随即投入到技术攻关中。
“蒙皮鼓动”是其中一个突出问题,就是飞机的蒙皮铆接不能与机身很好地贴合,用手一按“咚咚”响,这对飞行非常不利。杨保绪介绍,解决这个问题,铆接的次序非常重要,先铆哪、后铆哪都需要精确设计好。他和车间的工人师傅经过试验摸索,确定了最佳操作方案,把这个问题解决了。
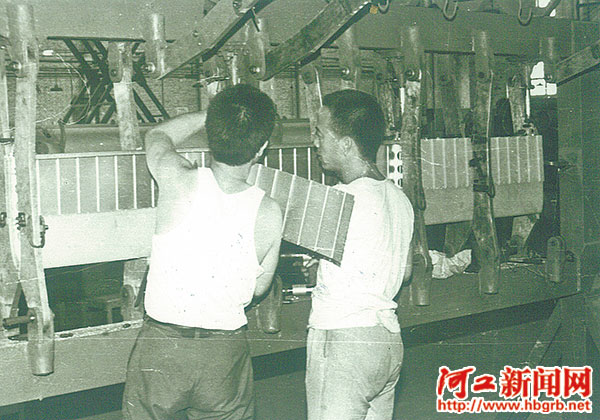
■初装车间的工人正在装配运5b飞机
另一个问题是舱门关闭不严。这要从标准工装开始检查,一步一步寻找问题。杨保绪和其他技术人员及车间工人一道,搞了几个月才把症结找到,攻克了这个难关。
还有座舱罩漏雨的问题,因为它是焊接的,问题的关键是如何保证焊接不变形、少变形,他们想了很多办法,把问题解决了。
“当时,经我手解决的大小问题有四五十项。”杨保绪回忆道。
运5飞机的转厂鉴定工作,从1974年就已启动,1977年提交了鉴定申请,但由于技术、设备、质量、管理还存在一定问题而没有通过。经过积极整改,提质增效,1978年12月红星厂再次申请转厂鉴定。经过由三机部、军方、民航、省市有关部门组成的鉴定小组检验,顺利通过转厂鉴定,完成了运5飞机的生产定型。
1979年,运5飞机生产36架,达到产量最高峰。
然而,随着技术的发展,运5飞机的通讯导航设备和电器仪表已经落后,另外,驾驶舱没有空调,特别热。“运5飞机有个外号叫‘空中吉普车’,到上世纪80年代初,用户不要了,都说它是老黄牛,太笨了。”杨保绪说。
运5飞机改型在1980年石飞就已提出,但一直到1986年才在航空工业部立项,型号总设计师是张维平。此后,改型研制进入快车道,于1987年12月28日成功首飞。
“新改机型最后命名为运5b,在保持了运5总体气动布局的前提下,进行了一系列重要改动。”杨保绪介绍。比如:更换了通讯导航设备,减重二三百公斤;给驾驶舱装了空调,增加舒适度;加装了“翼尖帆片”,改善了气动性能;更换了发动机。
通过改进,运5b的各项性能得到大幅提升,也延长了使用寿命。
杨保绪介绍,他们还研制了与运5b飞机配套的农林播撒设备。“当时我们项目组人员到灵寿县去进行飞播造林实验,都爬到大山顶上。还到北京大兴去进行农田喷洒实验,一去就是一个多月。”
检验喷洒效果,是看喷洒的均匀度,需要计算单位面积的喷洒量。设计人员就采取“土法”:拿一个箩筐在地面上接着。“那可是冒着被农药污染的危险去干这项工作啊,可见我们的工作人员是多么拼!”王振国说。
杨保绪介绍,运5和运5b是多用途轻型运输机,可以广泛用于客运、货运、农林作业、跳伞训练、空勤人员培训等,在我国使用50多年来,为国家的经济和国防建设做出了重要贡献。(待续)
(感谢中航通飞华北公司宣传部对本次采访的大力支持)
■本报记者胡小龙摄
编辑:
责任编辑:
审核: